Shanghai Minjie Machinery provides two dedicated evaporation and concentration systems built for botanical extract, pharmaceutical, food and fine chemical manufacturing: our SDR Energy-Efficient Evaporator and Vacuum Low-Temperature Evaporator. The two units adopt distinct technical routes to address different production bottlenecks, as detailed below.
1. SDR Energy-Efficient Evaporator
Working Principle
The equipment is engineered based on standard refrigeration cycle logic. Inside its fully sealed loop, heat transfer fluid cycles back and forth between gas and liquid phases to exchange heat. When the medium condenses, it releases thermal energy to warm up raw feedstock for evaporation. Meanwhile, cold energy captured from condensed secondary steam gets recycled within the system. This dual reuse of heat and cooling power allows complete liquid thickening, solvent vaporization and solvent recovery, without relying on external steam boilers or independent cooling tower setups.
Core Advantages & Design Focus
This model stands out for two key strengths: drastically reduced operational power consumption and safe handling of combustible organic solvents.
Conventional evaporation lines require separate heating and cooling support, which leads to doubled energy expenditure. Meanwhile, widely used MVR evaporators come with safety risks—high-speed compressor impellers directly make contact with flammable solvent vapor, creating potential explosion hazards. Our SDR unit removes the need for steam boilers and runs purely on electricity, slashing long-term utility expenses. It avoids high-pressure compression of volatile solvents, eliminating safety threats during recovery of methanol, ethanol, ethyl acetate and similar chemicals. Its compact integrated layout also takes up less factory floor space and makes routine maintenance far easier for on-site operators.
Suitable Application Fields
It is primarily developed to process flammable, explosive organic solvent mixtures, with broad use across pharmaceutical factories, fine chemical plants, waste liquid treatment workshops and botanical extraction facilities. The machine delivers stable performance for recovering methanol, ethanol, acetone, n-hexane and more organic solvents, and can also handle regular water-based liquid concentration work. It is an ideal upgrade choice for manufacturers that have stopped using coal or natural gas boilers, looking to build cost-effective, risk-free solvent recovery workflows.
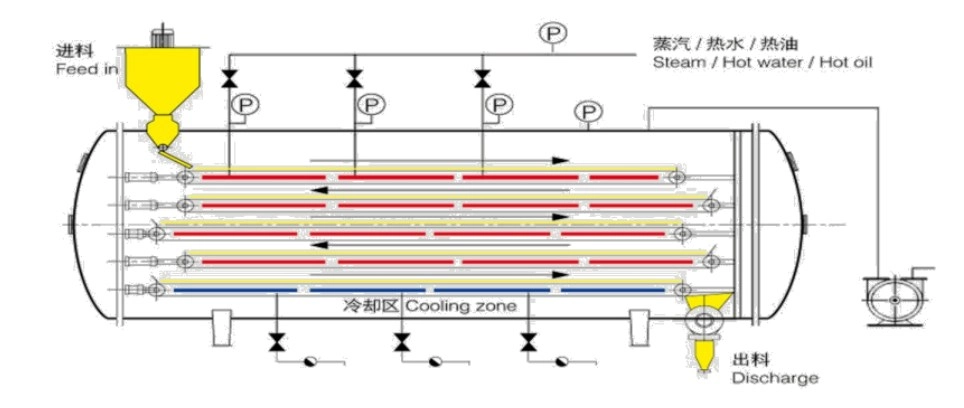
Working Principle
This thin-film concentration unit creates a high-vacuum internal atmosphere to lower the boiling point of liquid materials. A built-in heated rotating roller spreads incoming liquid into an even ultra-thin film, which greatly enlarges the heat exchange area and speeds up evaporation efficiency. Raw materials touch the warm roller surface evenly for gentle vaporization, enabling uninterrupted feeding and finished liquid discharge under steady vacuum conditions.
Core Advantages & Design Focus
Its biggest competitive edge lies in ultra-gentle concentration at adjustable temperatures from 20°C to 50°C, which locks in heat-sensitive active compounds to the maximum extent.
Traditional concentration hardware has many well-known drawbacks: excessively high working temperature, lengthy heating cycles, degraded raw material activity, heavy scaling on inner walls, and limited final concentration due to poor liquid fluidity. Continuous thin-film heating on our unit cuts the time materials stay exposed to heat, preventing damage to natural aroma, polyphenols, biological enzymes and other fragile functional components. It is fitted with real-time density monitoring and automated CIP self-cleaning modules, with the whole production line fully compliant with GMP manufacturing requirements.
Suitable Application Fields
This unit targets concentration work for heat-sensitive water-based liquids, catering to premium food, dietary supplement and biopharmaceutical production lines. Common processing materials include fruit juice, dairy products, fermentation liquid, probiotic solutions, protease, herbal extracts and other biological raw materials. It fits manufacturers producing high-value botanical extracts, health supplement raw materials and biological goods that demand strict low-temperature processing to retain full ingredient activity.
Quick Selection Guide
Pick the SDR Energy-Efficient Evaporator if your core demands include recovering flammable organic solvents, cutting steam-related energy costs, and prioritizing workshop operation safety.
Opt for the Vacuum Low-Temperature Evaporator if you mainly process heat-sensitive water-based feed liquids and need fully continuous low-temperature concentration to preserve finished product activity.