1. Understanding the Working Principle of Low Temperature Evaporation

The Core Definition of a Low Temperature Evaporator
A low temperature evaporator is an advanced industrial device engineered to achieve low temperature evaporation by maintaining a high vacuum. From the initial feed to the final discharge, the entire concentration process operates continuously under a strict vacuum. By manipulating the internal atmospheric pressure, this machinery effectively conquers many problems encountered by traditional evaporators, such as high concentrating temperatures, long concentrating times, and the denaturation of raw materials. It provides an automatic, continuous, and closed process that ensures the protection of active ingredients within the processed fluids.
How Vacuum Technology Lowers the Boiling Point
The scientific principle governing this equipment is the direct relationship between environmental pressure and the boiling point of liquids. Under high vacuum, the boiling point of the liquid is lowered. Due to this physical phenomenon, water in the liquid material is evaporated efficiently without the need for extreme thermal input. This guarantees that the thermal energy supplied to the product is exceptionally mild, circumventing the thermal degradation and structural damage that frequently occur during standard atmospheric boiling.
2. Main Types of Low Temperature Evaporation Systems
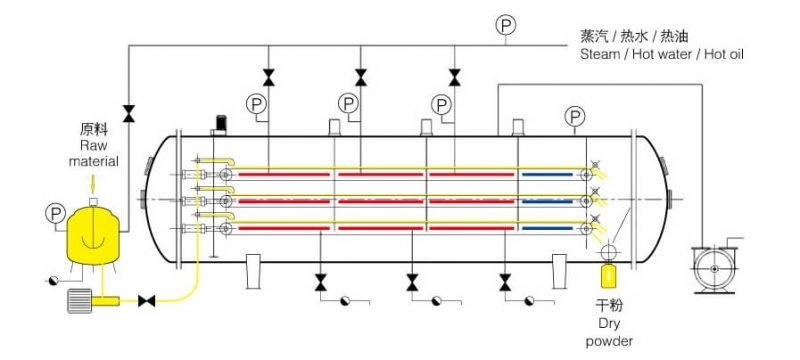
Vacuum Low Temperature Evaporator
The standard vacuum low temperature evaporator developed by Minjie achieves highly efficient processing by utilizing a spinning roller inside the evaporator chamber. Hot water is used to heat the bottom of the evaporator and the spinning roller. The continuous spinning of the roller increases the evaporation area and speed, resulting in thin film evaporation. By continuous contact with the surface of the spinning roller, the thin raw material is heated to evaporate. These units feature an online density monitor, automatic discharge of finished materials, and a CIP system for quick and thorough cleaning without dead spots. To accommodate different production scales, Minjie offers varying specifications:
- The MJ-NS-3 model features a 3 square meter heating area and achieves 60 to 100 kilograms per hour of evaporation.
- At a larger scale, the MJ-NS-20 model provides a 20 square meter heating area, achieving 600 to 800 kilograms per hour of evaporation while maintaining an adjustable working temperature of 20 to 50 degrees Celsius.
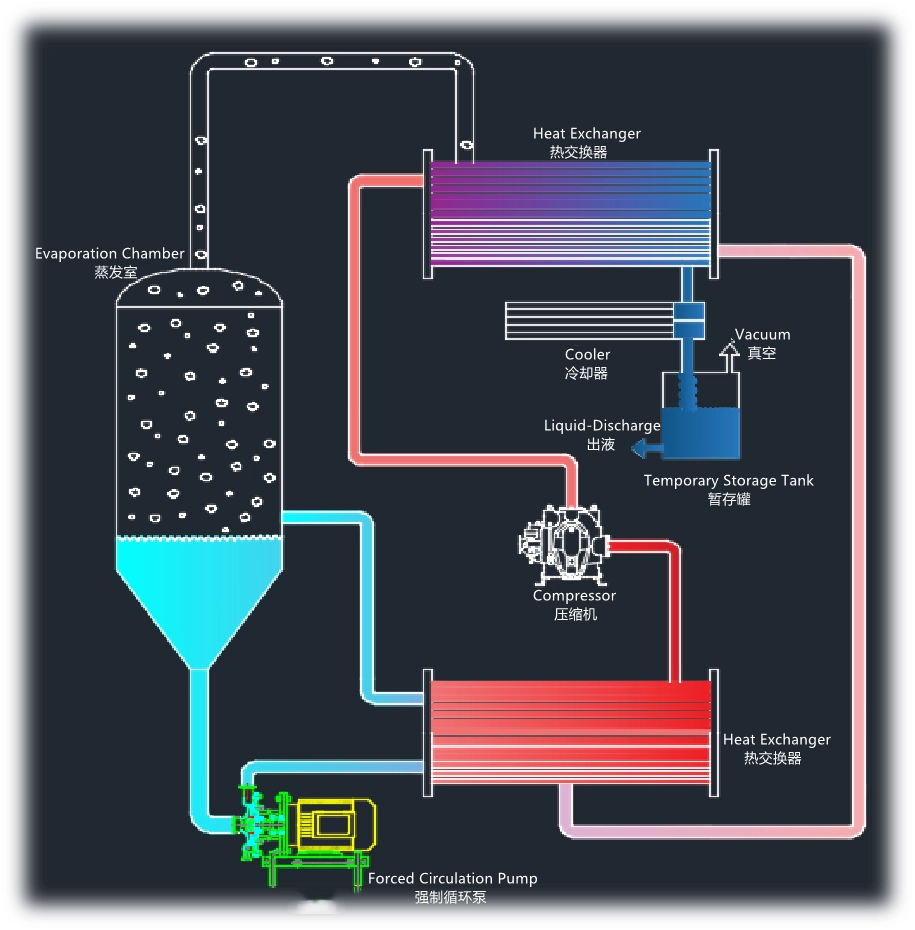
SDR Energy-Efficient Evaporator
Addressing the industrial shift towards intelligent and environmentally friendly manufacturing, Minjie Machinery developed the SDR energy-efficient evaporator to replace single-effect and double-effect MVR units. Operating on the principle of a heat pump, the refrigerant completes a continuous gas-liquid-gas phase cycle within a closed circulation system. During the phase change process, the medium undergoes heat release and absorption. The heat released is used for the heating and evaporation of the material liquid, while the heat absorbed comes from the condensation heat of the secondary steam generated by the evaporation of the material liquid. This allows liquid concentration, solvent evaporation, and solvent recovery to be realized through the use of both hot and cold energy. The equipment adopts a modular design and assembly, accomplishing commissioning before leaving the plant, so it can operate as soon as it is interconnected with the auxiliary equipment of users.
3. Key Benefits of Using a Low Temperature Evaporation System
Superior Protection for Thermosensitive Materials
Preserving the biological and chemical integrity of the input fluid is a defining advantage of our low temperature evaporator. Because the process operates at significantly reduced temperatures, it effectively prevents the thermal degradation, color changes, and loss of biological activity often caused by traditional high-heat concentration methods. By maintaining a mild thermal environment, it ensures that heat-sensitive materials retain their original flavor, nutritional value, and functional properties, providing a superior alternative for concentrating sensitive liquids like fruit extracts and fermentation broths without damaging their molecular structure.
Energy Conservation and Lower Operating Costs
Traditional evaporation and concentration equipment in the market needs not only a heat source for heating but also a cold source for cooling. It has obvious disadvantages of two-way energy consumption and high unit energy cost. By integrating advanced heat pump principles, the SDR systems drastically cut utility expenses. Pure electric heating and evaporation can be realized because no steam is needed during normal operation. A factual comparison highlights this efficiency. For a single-effect evaporator processing 1000 liters per hour of 70 percent ethanol solution, the steam consumption is 600 kilograms per hour and the total power is 5.5 kilowatts per hour, bringing the operation cost to 218.35 yuan (approximately 32.24 USD) per 1000 liters. In stark contrast, the energy-efficient evaporator processing the same material uses steam only for preheating the material and 50 kilowatts per hour of power, reducing the operation cost to 41.5 yuan (approximately 6.13 USD) per 1000 liters.
4. Common Industrial Applications
Concentration for Thermosensitive Food and Beverages
The food processing industry demands precise thermal control to maintain consumer safety, nutritional value, and flavor. A vacuum concentrator acts as an exceptional thermosensitive material evaporator for these precise tasks. The equipment is suitable for thin, heat-sensitive liquid material that requires low temperature ranging from 20 to 50 degrees Celsius in the food industry. It is actively utilized to process fruit juice, milk products, instant tea liquid, fermentation broth, lactic acid bacteria, and protease. Adapting to distinct client classifications, the machinery securely concentrates milk, fructose, navel orange juice, and probiotics. Operating in a strict vacuum prevents the caramelization of fructose and the degradation of probiotic strains, preserving maximum biological efficacy and natural taste.
SDR Energy-Efficient Evaporator: Concentration and Liquid Reduction in Chemical Processing
Environmental protection and resource reclamation are major challenges in heavy industry. Minjie low temperature evaporators are widely used in the dehydration process of the chemical and environmental protection industries. The machinery excels in the evaporation and concentration of organic solvents, particularly those in the flammable and explosive category, such as methanol, ethanol, ethyl acetate, acetone, and n-hexane. By executing continuous liquid reduction, chemical plants rely on this technology for various project cases, including sodium sulfate solution concentration projects, lithium carbonate solution concentration projects, and organic solvent recovery and concentration projects. The systems are also heavily involved in fine chemical operations, such as water-soluble fertilizer concentration projects and fine chemical evaporation projects. Through highly efficient solvent extraction, these manufacturers minimize their waste footprint and recover valuable chemicals for reuse.

5. Frequently Asked Questions (FAQs) About Low Temperature Evaporators
Q: What is the main difference between a traditional evaporator and a low temperature vacuum evaporator?
A: While both systems require heating and cooling sources, they differ entirely in their heating mechanisms. Traditional evaporators rely on static heating through heat exchangers. In contrast, Minjie Machinery’s low-temperature vacuum evaporator utilizes internal roller heating and stirring for dynamic concentration, ensuring uniform heating and faster evaporation. Furthermore, despite this dynamic movement, our equipment maintains exceptional sealing to achieve a significantly higher vacuum degree than traditional models. This superior vacuum enables efficient evaporation at much lower temperatures, which perfectly protects and preserves the active, heat-sensitive ingredients of the raw materials.
Q: How does the SDR Energy-Efficient Evaporator help reduce factory operating costs?
A: The SDR unit utilizes an energy-carrying medium that completes a continuous cycle of gas to liquid to gas in a closed circulation system. The heat released is used for heating the material liquid, while the heat absorbed comes from the condensation heat of the secondary steam. This means little preheating of industrial steam is required at startup, and pure electric heating and evaporation can be realized during normal operation. This lowers the operational cost drastically, as demonstrated by the SDR unit reducing ethanol concentration costs to 41.5 yuan (approximately 6.13 USD ) per 1000 liters compared to 218.35 yuan (approximately 32.24 USD ) for standard single-effect equipment.
Q: Is a low temperature evaporation system suitable for handling thermosensitive materials?
A: Yes. Because the heating source is lower than 80 degrees Celsius, it is particularly suitable for the evaporation and concentration of thermal sensitive material. Minjie Machinery ensures that the adjustable concentration temperature remains between 20 and 50 degrees Celsius for specific vacuum units, making it ideal for thin, heat-sensitive liquid materials like fruit juice, milk products, and lactic acid bacteria.
Q: Can a SDR Energy-Efficient Evaporator be used for liquid reduction?
A: Yes, it is heavily relied upon for liquid reduction operations. It can be used for the evaporation and concentration of water solutions as well as organic solvents. Chemical industries deploy these machines for sodium sulfate solution concentration projects and organic solvent recovery and concentration projects.
Q: What should I consider when looking for a reliable low temp evaporator concentrator supplier?
A: You should verify the manufacturer’s technological credibility, quality certifications, and commitment to customized testing. Furthermore, a capable supplier should offer test platforms. Minjie Machinery has passed the ISO quality management, environmental management, occupational health and safety management system, and ASME certification. We set up low temperature drying and concentration equipment test platforms and provide free test service for clients to ensure each client can choose suitable equipment.