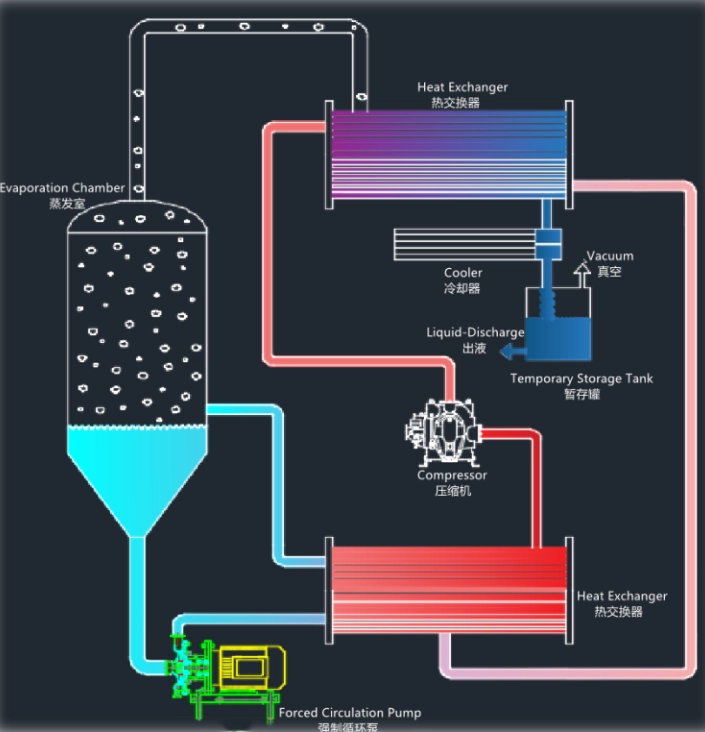
The energy-saving low-temperature evaporator discussed here is not an MVR evaporator. It is an SDR Energy-Efficient Evaporator with no vapor compression. Unlike an MVR system, the SDR uses an independent closed-loop heat-pump circuit in which the compressor circulates a heat-transfer medium rather than process vapor. As a result, the compressor remains isolated from the vapor generated by the feed.
Conventional evaporation systems often need separate heating and cooling utilities. The SDR recovers and reuses condensation heat on the heating side. This process cuts ongoing steam use and cooling-water needs. Such heat recovery supports low-temperature evaporation. Under the right operating conditions, the approach also allows recovery of compatible volatile components.
Isolating the compressor from the process-vapor path can lower certain solvent-related equipment risks.
With PLC-based control, modular construction, and an appropriately specified explosion-proof electrical design, the SDR works in pharmaceutical, chemical, food, environmental, and other industrial applications.

What Is an Energy-Saving Low-Temperature Evaporator?
Why Do Traditional Evaporation Systems Consume Both Heating and Cooling Energy?
A conventional evaporator needs a heat source to vaporize part of the feed. The generated vapor must then be condensed with cooling water or another cold utility. The process therefore adds heat at one end while removing it at the other.
Where Does the SDR Energy-Efficient Evaporator Fit in Industrial Concentration?
The SDR system is intended for projects where steam consumption, cooling demand, solvent value, operating temperature, and automation affect equipment selection. It supports concentration, evaporation, and solvent recovery within one controlled process.
Only limited steam is required for startup preheating, and electric heating can be used as an alternative. During normal operation, continued steam input is not required because thermal energy circulates through the heat-pump loop.
The stated overall process temperature is 45–65°C, while the heating source remains below 80°C. This operating approach can support the concentration of suitable heat-sensitive materials.
Comparison of SDR Energy-Efficient Evaporator with Different Evaporators
Comparison of SDR Energy-Efficient Evaporator and Traditional Evaporators
The following project example compares a conventional single-effect evaporator with the SDR Energy-Efficient Evaporator under identical nominal processing conditions.
| Parameter | Conventional Single-Effect Evaporator | SDR Energy-Efficient Evaporator |
| Processing capacity | 1,000 L/h | 1,000 L/h |
| Feed solution | 70% ethanol solution | 70% ethanol solution |
| Steam consumption | 600 kg/h | 50 kg/h, used only for startup preheating |
| Cooling-water consumption | 45 t/h | 13 t/h |
| Electrical power | 5.5 kW | 50 kW |
| Operating cost (RMB) | RMB 218.35 per 1,000 L | RMB 41.50 per 1,000 L |
| Approximate operating cost (USD) | USD 32.13 per 1,000 L | USD 6.11 per 1,000 L |
| Ethanol recovery rate | 90% | 97% |
How Does an Energy-Saving Low-Temperature Evaporator Compare with an MVR Evaporator?
Both systems reuse thermal energy, but they are suited to different process conditions.
| Comparison Point | SDR Energy-Efficient Evaporator | MVR Evaporator |
| Compressed medium | Closed-loop heat-transfer medium | Secondary process vapor |
| Heat-reuse mechanism | A refrigeration-type phase-change cycle transfers condensation heat back to the heating side | Mechanical recompression increases the pressure and temperature of secondary vapor so that its heat can be reused |
| Compressor contact with process vapor | The compressor handles the heat-transfer medium and does not directly compress the process vapor | The process vapor passes through the compressor |
| Best-fit process conditions | Water solutions and compatible organic-solvent solutions | Stable evaporation duties in which the secondary vapor can be reliably compressed |
| Main engineering implication | The compressor remains separated from the solvent-vapor path | Compressor materials, sealing, fouling, maintenance, and explosion protection depend directly on process-vapor characteristics |
MVR can provide substantial energy savings in stable evaporation duties. However, when flammable organic solvents are processed, direct contact between solvent vapor and a high-speed compressor impeller may introduce additional explosion-protection, material-compatibility, and maintenance requirements.
In the SDR design, the compressor circulates the heat-exchange medium rather than the evaporated solvent. This separation is relevant when processing ethanol, acetone, methanol, ethyl acetate, or n-hexane.
Material Testing is Important Before Selecting an SDR Evaporator

Minjie operates a material-testing platform covering low-temperature drying and concentration equipment. Customers are welcome to visit our company for relevant testing or use our in-house testing platform and services to verify key SDR parameters, including actual evaporation rate, concentration behavior, allowable material temperature, and solvent compatibility, before selecting the final equipment model.
FAQ
Q: Can an SDR Energy-Efficient Evaporator Recover Ethanol, Acetone, and Other Flammable Solvents?
A: Yes. It can be used to recover ethanol, acetone, methanol, ethyl acetate, n-hexane, and other organic solvents.
Q: What Operating Temperature Does an Energy-Saving Low-Temperature Evaporator Use for Heat-Sensitive Materials?
A: The stated overall process temperature is 45–65°C, with the heating source below 80°C. SDR single-effect models are listed at 50–65°C, while SDR double-effect models are listed at 50–75°C.
Q: What Utilities and Installation Conditions Are Required for an Industrial Energy-Saving Low-Temperature Evaporator?
A: The plant must supply proper electrical power along with cooling-water connections. It also needs startup heating, vacuum-related auxiliaries, process piping, control-system integration, and adequate installation space.
Q: Can the SDR Evaporator Concentrate Aqueous Solutions in Food, Bioprocessing, Environmental, and Related Applications—and What Process Goals Can It Achieve?
A: Yes. Users can apply the SDR Energy-Efficient Evaporator to evaporate and concentrate water-based solutions across food, bioprocessing, environmental, and similar industrial fields. The unit meets various process needs by raising solids levels, cutting liquid amounts ahead of additional steps, reclaiming water or other volatile parts, decreasing shipping or waste volumes, or readying the flow for the following production phase.